Product Description
Forged Scraper conveyor chain
P152F51/45/45A/45C/47/45D/45E/45F, P2000F29/29A, P101.6F20, RO6205MF3, MR56, MR80, MR224, MR315, FVR40/63/90/112
Forged chain , trolleys,carriers used on overhead conveyor production line.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
The products can be combined to find the best possible solution for even the most demanding applications. Special solutions can also be developed for customers’ individual requirements.
Drop Forged Rivetless Chain, Drop Forged Chains, drop forged link,forged scraper chains.
1.Scraper chains P142,P142V,P142H,P200,P102,P250,P260
2.Detachable chain 51,52,55,57,62,74,78
3.Relevant overhead trolley&carriages&spare parts
4.as per your drawings or samples
| Drop forged detachable chains | X348,X458,X678,X698,F100,F160,P80,P100,P200 |
| CatterPilar Chains for | X348,X458,X678,X698 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 1/2"*3/32" |
| Feature: | Heat Resistant |
| Type: | Overhead Conveyor |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

How do you ensure proper tensioning and alignment of a conveyor chain?
Proper tensioning and alignment are essential for the efficient and reliable operation of a conveyor chain. Here are the steps to ensure correct tensioning and alignment:
1. Initial Installation:
– Ensure that the conveyor frame and supports are properly aligned and leveled before installing the chain. Any misalignment or unevenness can lead to tensioning and alignment issues.
– Follow the manufacturer’s guidelines and specifications for chain installation. This includes proper placement of sprockets, tensioners, and guides.
2. Tensioning:
– Adjust the tension of the chain to the manufacturer’s recommended specifications. Proper tension prevents excessive sagging or tightness, reducing wear and extending the chain’s life.
– Use tensioning devices, such as adjustable take-up units or tensioning screws, to achieve the desired tension. Refer to the manufacturer’s guidelines for the appropriate method of tensioning for your specific conveyor chain.
– Regularly check and adjust the tension as needed. Factors such as chain wear, load variations, and temperature changes can affect the chain’s tension over time.
3. Alignment:
– Check the alignment of the chain with respect to the sprockets and guides. Misalignment can cause uneven wear, increased friction, and premature failure of the chain.
– Inspect the alignment by visually examining the chain’s path along the sprockets and guides. It should run smoothly without any signs of rubbing or excessive deviation.
– Use alignment tools, such as laser alignment devices or straightedges, to accurately assess and correct any misalignment. Adjust the position of sprockets, guides, and supports as necessary.
4. Regular Maintenance:
– Implement a scheduled maintenance program to regularly inspect and maintain proper tensioning and alignment of the conveyor chain.
– Monitor the chain’s performance, including wear patterns, noise levels, and power consumption, as indicators of potential tensioning or alignment issues.
– Keep the chain clean and free from debris or contaminants that can affect its movement and alignment.
By following these steps and regularly monitoring the tensioning and alignment of the conveyor chain, you can ensure smooth and reliable operation, minimize chain wear, and reduce the risk of unexpected failures.

What are the benefits of using a modular conveyor chain system?
A modular conveyor chain system offers several benefits in terms of flexibility, efficiency, and ease of maintenance. Here are some key advantages:
1. Versatility: Modular conveyor chains are designed with interlocking modules that can be easily connected and disconnected. This allows for flexibility in configuring the conveyor system according to specific layout requirements, production needs, or space limitations. Modules can be added, removed, or repositioned to accommodate changing production processes or product variations.
2. Customizability: The modular design of the conveyor chain system enables customization to meet specific application requirements. Different types of modules are available, including straight sections, curves, inclines, declines, merges, and diverters. Accessories such as side guides, cleats, or product hold-downs can be easily integrated into the system.
3. Quick Installation and Modification: Modular conveyor chains are designed for easy installation and modification. With their snap-in or snap-on connections, modules can be rapidly assembled or disassembled, reducing downtime during system setup or reconfiguration. This feature also facilitates maintenance, repairs, or future expansions.
4. Enhanced Efficiency: The modularity of the conveyor chain system allows for efficient material handling and optimized workflow. The smooth transfer between modules minimizes product jams or misalignments, ensuring a continuous and consistent flow of materials. The ability to incorporate curves or inclines in the system enables efficient use of floor space and facilitates the movement of products through different elevations.
5. Easy Maintenance: Modular conveyor chain systems are designed for ease of maintenance. Individual modules can be easily accessed and replaced without disassembling the entire system. This reduces maintenance time and costs. Additionally, the open structure of the modules allows for easy cleaning, debris removal, and inspection.
6. Durability and Reliability: Modular conveyor chains are typically made from high-quality materials such as plastic or stainless steel, ensuring durability and long-lasting performance. They are resistant to wear, corrosion, and chemical damage, making them suitable for various industrial environments. The interlocking design provides stability and prevents chain slippage during operation.
7. Safety Features: Modular conveyor chain systems can incorporate safety features such as emergency stop buttons, safety guarding, or sensors for detecting blockages or excessive loads. These features help maintain a safe working environment for operators and protect the integrity of the products being transported.
Overall, a modular conveyor chain system offers versatility, customizability, efficiency, and ease of maintenance. It is a reliable solution for material handling in industries such as manufacturing, packaging, distribution, and logistics.
What are the cost considerations when purchasing a conveyor chain?
When purchasing a conveyor chain, there are several cost considerations that need to be taken into account to ensure an optimal investment and operational efficiency.
1. Initial Cost: The initial cost of the conveyor chain includes the cost of the chain itself, as well as any additional components such as sprockets, attachments, and connecting links. It is important to compare prices from different suppliers and evaluate the overall value for the money.
2. Maintenance and Repair Costs: Consider the long-term maintenance and repair costs associated with the conveyor chain. Some chains may require more frequent lubrication or replacement of components, which can add to the overall operating expenses.
3. Service Life: The service life of the conveyor chain is an essential factor in determining its cost-effectiveness. Chains with longer service life may have a higher initial cost but can result in lower replacement and downtime costs in the long run.
4. Energy Efficiency: Energy consumption is an ongoing cost to consider. Conveyor chains that offer lower friction and efficient power transmission can contribute to energy savings and reduce operating expenses.
5. Maintenance Ease: Consider the ease of maintenance when selecting a conveyor chain. Chains that are easier to clean, inspect, and maintain can reduce labor costs and increase operational efficiency.
6. Compatibility and Integration: Ensure that the selected conveyor chain is compatible with the existing conveyor system or equipment. Retrofitting or modifying the system to accommodate a specific chain may incur additional costs.
7. Supplier Support and Warranty: Evaluate the level of technical support provided by the supplier and the warranty coverage offered for the conveyor chain. This can impact the overall cost of ownership and provide peace of mind in case of any unforeseen issues.
It is important to consider these factors holistically and make a cost-benefit analysis based on the specific requirements of the application. Choosing a conveyor chain that aligns with the budget, performance needs, and long-term cost considerations will help optimize the investment and ensure efficient material handling operations.


editor by CX 2024-05-08
China high quality P102, P142 Forged Mining Scraper Chain with Flight for Conveyor System
Product Description
Forged Scraper conveyor chain
P152F51/45/45A/45C/47/45D/45E/45F, P2000F29/29A, P101.6F20, RO6205MF3, MR56, MR80, MR224, MR315, FVR40/63/90/112
Forged chain , trolleys,carriers used on overhead conveyor production line.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
The products can be combined to find the best possible solution for even the most demanding applications. Special solutions can also be developed for customers’ individual requirements.
Drop Forged Rivetless Chain, Drop Forged Chains, drop forged link,forged scraper chains.
1.Scraper chains P142,P142V,P142H,P200,P102,P250,P260
2.Detachable chain 51,52,55,57,62,74,78
3.Relevant overhead trolley&carriages&spare parts
4.as per your drawings or samples
| Drop forged detachable chains | X348,X458,X678,X698,F100,F160,P80,P100,P200 |
| CatterPilar Chains for | X348,X458,X678,X698 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 1/2"*3/32" |
| Feature: | Heat Resistant |
| Type: | Overhead Conveyor |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

What are the advantages of using a slat conveyor chain?
A slat conveyor chain offers several advantages in material handling and conveying applications. Here are some key benefits:
1. Heavy-Duty Capacity:
– Slat conveyor chains are designed to handle heavy loads and can withstand rigorous industrial environments.
– They are commonly used in applications that require transporting large, bulky, or irregularly shaped items, such as automotive parts, pallets, or containers.
2. Flexibility:
– Slat chains can be customized and configured to suit specific conveying requirements. They are available in various widths, lengths, and chain configurations to accommodate different product sizes and shapes.
– The modular design of slat chains allows for easy modification or expansion of the conveyor system as production needs change.
3. Versatility:
– Slat chains can be used in both horizontal and inclined conveying applications. They are capable of moving products up or down slopes, making them suitable for production lines with varying elevations.
– These chains can be integrated with curves, turns, merges, and diverters to create complex conveying systems that optimize space utilization and product flow.
4. Durability and Longevity:
– Slat chains are typically made from robust materials such as steel or plastic, providing excellent durability and resistance to wear and tear.
– They can withstand demanding operating conditions, including high temperatures, corrosive environments, or exposure to chemicals.
5. Low Maintenance:
– Slat conveyor chains require minimal maintenance compared to other types of conveyor systems. They have fewer moving parts and typically operate with reduced friction.
– With proper lubrication and periodic inspection, slat chains can maintain their performance and reliability over an extended service life.
6. Easy Cleaning:
– The open design of slat chains allows for easy cleaning and debris removal. They are suitable for applications that require frequent sanitation or hygiene maintenance, such as in food processing or pharmaceutical industries.
Overall, using a slat conveyor chain offers the advantages of high load capacity, flexibility in design, versatility in conveying applications, durability, low maintenance requirements, and ease of cleaning. These features make slat chains an effective solution for various industries requiring efficient and reliable material handling.

How do you prevent corrosion in conveyor chains?
Preventing corrosion in conveyor chains is essential for maintaining their performance and prolonging their lifespan. Here are some effective measures to prevent corrosion:
1. Material Selection: Choose conveyor chains made from corrosion-resistant materials such as stainless steel, plastic, or coatings specifically designed to resist corrosion. These materials offer better protection against rust and corrosion compared to standard steel chains.
2. Proper Lubrication: Apply a suitable lubricant to the conveyor chain regularly. Lubrication creates a protective barrier that helps prevent moisture and contaminants from reaching the metal surface, reducing the risk of corrosion. Select a lubricant that provides corrosion protection properties and is compatible with the chain material.
3. Environmental Controls: Control the operating environment to minimize exposure to corrosive elements. Implement measures such as humidity control, proper ventilation, and protection from direct contact with water or chemicals. Consider using covers or enclosures to shield the conveyor chain from environmental factors that can accelerate corrosion.
4. Surface Treatments: Apply corrosion-resistant coatings or treatments to the conveyor chain. These coatings can provide an additional protective layer that acts as a barrier against moisture and corrosive substances. Examples of surface treatments include zinc plating, galvanizing, or epoxy coatings.
5. Regular Inspections and Cleaning: Regularly inspect the conveyor chain for signs of corrosion or damage. Remove any accumulated dirt, debris, or corrosive substances promptly. Cleaning the chain helps prevent the buildup of contaminants that can accelerate corrosion.
6. Preventive Maintenance: Implement a preventive maintenance program that includes regular cleaning, lubrication, and inspection of the conveyor chain. This proactive approach helps identify and address any potential corrosion issues early on, preventing further damage.
7. Proper Storage: When not in use, store the conveyor chains in a dry and controlled environment. Protect them from exposure to moisture, humidity, and corrosive substances. Use appropriate storage methods, such as hanging the chains or storing them in sealed containers.
By following these preventive measures, you can significantly reduce the risk of corrosion in conveyor chains, ensuring their optimal performance and longevity.
What are the cost considerations when purchasing a conveyor chain?
When purchasing a conveyor chain, there are several cost considerations that need to be taken into account to ensure an optimal investment and operational efficiency.
1. Initial Cost: The initial cost of the conveyor chain includes the cost of the chain itself, as well as any additional components such as sprockets, attachments, and connecting links. It is important to compare prices from different suppliers and evaluate the overall value for the money.
2. Maintenance and Repair Costs: Consider the long-term maintenance and repair costs associated with the conveyor chain. Some chains may require more frequent lubrication or replacement of components, which can add to the overall operating expenses.
3. Service Life: The service life of the conveyor chain is an essential factor in determining its cost-effectiveness. Chains with longer service life may have a higher initial cost but can result in lower replacement and downtime costs in the long run.
4. Energy Efficiency: Energy consumption is an ongoing cost to consider. Conveyor chains that offer lower friction and efficient power transmission can contribute to energy savings and reduce operating expenses.
5. Maintenance Ease: Consider the ease of maintenance when selecting a conveyor chain. Chains that are easier to clean, inspect, and maintain can reduce labor costs and increase operational efficiency.
6. Compatibility and Integration: Ensure that the selected conveyor chain is compatible with the existing conveyor system or equipment. Retrofitting or modifying the system to accommodate a specific chain may incur additional costs.
7. Supplier Support and Warranty: Evaluate the level of technical support provided by the supplier and the warranty coverage offered for the conveyor chain. This can impact the overall cost of ownership and provide peace of mind in case of any unforeseen issues.
It is important to consider these factors holistically and make a cost-benefit analysis based on the specific requirements of the application. Choosing a conveyor chain that aligns with the budget, performance needs, and long-term cost considerations will help optimize the investment and ensure efficient material handling operations.
editor by CX 2024-05-08
China manufacturer P102, P142 Forged Mining Scraper Chain with Flight for Conveyor System
Product Description
Forged Scraper conveyor chain
P152F51/45/45A/45C/47/45D/45E/45F, P2000F29/29A, P101.6F20, RO6205MF3, MR56, MR80, MR224, MR315, FVR40/63/90/112
Forged chain , trolleys,carriers used on overhead conveyor production line.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
The products can be combined to find the best possible solution for even the most demanding applications. Special solutions can also be developed for customers’ individual requirements.
Drop Forged Rivetless Chain, Drop Forged Chains, drop forged link,forged scraper chains.
1.Scraper chains P142,P142V,P142H,P200,P102,P250,P260
2.Detachable chain 51,52,55,57,62,74,78
3.Relevant overhead trolley&carriages&spare parts
4.as per your drawings or samples
| Drop forged detachable chains | X348,X458,X678,X698,F100,F160,P80,P100,P200 |
| CatterPilar Chains for | X348,X458,X678,X698 |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 1/2"*3/32" |
| Feature: | Heat Resistant |
| Type: | Overhead Conveyor |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

What are the considerations for selecting a corrosion-resistant conveyor chain?
When selecting a corrosion-resistant conveyor chain, several factors need to be considered to ensure the chain’s longevity and performance in corrosive environments. Here are some key considerations:
1. Material Selection: Choose a chain material that is inherently resistant to corrosion. Stainless steel, such as AISI 304 or AISI 316, is a common choice due to its excellent corrosion resistance properties. Other materials like plastic chains or special alloys can also be considered based on the specific application requirements.
2. Coatings and Surface Treatments: In some cases, additional protective coatings or surface treatments can be applied to enhance the chain’s corrosion resistance. These coatings, such as zinc plating, galvanizing, or epoxy coatings, create a barrier between the chain material and corrosive substances, preventing direct contact and reducing the risk of corrosion.
3. Environmental Compatibility: Consider the specific corrosive agents present in the environment where the conveyor chain will be used. Different corrosive substances, such as acids, alkalis, or saltwater, require specific resistance properties. Ensure that the selected chain material and coatings are compatible with the corrosive agents present in the operating environment.
4. Maintenance and Lubrication: Proper maintenance and lubrication play a crucial role in preventing corrosion and extending the life of a conveyor chain. Regular cleaning, inspection, and application of appropriate lubricants can help remove corrosive contaminants and protect the chain surface from degradation.
5. Testing and Certification: Consider chains that have undergone testing and certification for corrosion resistance in relevant industry standards. Look for certifications such as ISO 9227 (salt spray test) or ASTM B117 (corrosion resistance test) to ensure the chain’s performance in corrosive environments.
By carefully considering these factors and consulting with conveyor chain manufacturers or corrosion-resistant experts, you can select a chain that is well-suited for your specific corrosive environment, minimizing the risk of corrosion-related issues and ensuring optimal performance and longevity.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.

What are the signs of wear and tear in a conveyor chain?
Over time, a conveyor chain may experience wear and tear due to the demanding nature of material handling operations. Several signs indicate the need for maintenance or replacement of a conveyor chain. These signs of wear and tear include:
- Chain Elongation: One of the common signs of wear in a conveyor chain is elongation. As the chain wears, the pitch between the chain links gradually increases, resulting in a longer chain length. Excessive elongation can cause improper engagement with sprockets, leading to slippage or chain derailment.
- Chain Link Plate Wear: The link plates of a conveyor chain can experience wear on their surfaces. This wear is typically caused by friction against sprockets, guide rails, or other components. Signs of plate wear include thinning or deformation of the link plates, which can affect the overall strength and integrity of the chain.
- Sprocket Tooth Wear: The teeth of the sprockets that engage with the conveyor chain can also exhibit signs of wear. Over time, the teeth may become worn down, rounded, or have irregular shapes. This wear can cause improper chain engagement, resulting in reduced efficiency and potential chain slipping or skipping.
- Excessive Noise: Increased noise during the operation of the conveyor system can indicate wear and tear in the chain. Excessive wear can lead to metal-to-metal contact, resulting in noisy operation. Unusual squeaking, grinding, or rattling sounds are indicators that the chain may require inspection or maintenance.
- Visible Damage: Any visible damage to the chain, such as cracked or broken link plates, bent pins, or missing attachments, is a clear sign of wear and tear. These damages compromise the chain’s structural integrity and should be addressed promptly to prevent further issues or chain failure.
- Inconsistent Movement: If the conveyor chain starts to exhibit jerky or uneven movement, it may be a sign of wear or misalignment. Misalignment can occur due to worn chain links, damaged sprockets, or improper tensioning. Inconsistent movement can lead to reduced efficiency, increased wear, and potential chain failure.
Regular inspection and maintenance of the conveyor chain system are essential to identify these signs of wear and tear. Timely replacement of worn components and proper lubrication can help prolong the life of the chain and maintain efficient operation.
editor by CX 2024-04-11
China wholesaler S1600-1 S1800-1 S1800-2 Vogel Scrapper Conveyor Chain 2135839 Asphalt Paver Conveyor System Chain
Product Description
Detailed Photos
Company Profile
HangZhou CHINAMFG Machinery Technology Co.Ltd is specilized in manufacturing and distributing road equipments spare parts for over 10 years.We offer over 85% CHINAMFG spare parts for various brand of road equipments like Vogele, Hamm, Bomag, ABG, Dynapac, Roadtec, etc.With the advanced technical support from Germany, CHINAMFG is always Focusing on products development and market testing.Now the products quality is catching up the international standard and winning the trust of customersAll over USA, North Europe, East Europe, Southeast Asia, Australia, Middle east,etc.And we always continue to offer stable and reliable quality products, advanced technical support and professional service.We are going stronger with the support of all our dear customers.
Packaging & Shipping
1. Delivery terms:by sea/ by air
2. Delivery times:7-15 Days
3. Payment terms:FOB/EXW/CIF
Our Services
1. Warranty
2. After-sales service
3. Quality certification
4. Customized service
5. Sample service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Aftersales Services Available |
|---|---|
| Warranty: | One Year or 2000 Working H |
| Type: | Conveyor Chain |
| Application: | Conveyor System |
| Condition: | New |
| Delivery Term: | EXW/Fob/CIF |
| Samples: |
US$ 205/Piece
1 Piece(Min.Order) | |
|---|
What are the considerations for selecting a corrosion-resistant conveyor chain?
When selecting a corrosion-resistant conveyor chain, several factors need to be considered to ensure the chain’s longevity and performance in corrosive environments. Here are some key considerations:
1. Material Selection: Choose a chain material that is inherently resistant to corrosion. Stainless steel, such as AISI 304 or AISI 316, is a common choice due to its excellent corrosion resistance properties. Other materials like plastic chains or special alloys can also be considered based on the specific application requirements.
2. Coatings and Surface Treatments: In some cases, additional protective coatings or surface treatments can be applied to enhance the chain’s corrosion resistance. These coatings, such as zinc plating, galvanizing, or epoxy coatings, create a barrier between the chain material and corrosive substances, preventing direct contact and reducing the risk of corrosion.
3. Environmental Compatibility: Consider the specific corrosive agents present in the environment where the conveyor chain will be used. Different corrosive substances, such as acids, alkalis, or saltwater, require specific resistance properties. Ensure that the selected chain material and coatings are compatible with the corrosive agents present in the operating environment.
4. Maintenance and Lubrication: Proper maintenance and lubrication play a crucial role in preventing corrosion and extending the life of a conveyor chain. Regular cleaning, inspection, and application of appropriate lubricants can help remove corrosive contaminants and protect the chain surface from degradation.
5. Testing and Certification: Consider chains that have undergone testing and certification for corrosion resistance in relevant industry standards. Look for certifications such as ISO 9227 (salt spray test) or ASTM B117 (corrosion resistance test) to ensure the chain’s performance in corrosive environments.
By carefully considering these factors and consulting with conveyor chain manufacturers or corrosion-resistant experts, you can select a chain that is well-suited for your specific corrosive environment, minimizing the risk of corrosion-related issues and ensuring optimal performance and longevity.

What are the benefits of using a roller conveyor chain?
A roller conveyor chain offers several advantages in material handling and transportation applications. Here are some of the benefits:
1. Efficient transportation: Roller conveyor chains are designed to smoothly and efficiently transport various types of goods and materials. The rollers provide low-friction movement, reducing the effort required to move the load along the conveyor.
2. Versatility: Roller conveyor chains are versatile and can handle a wide range of products, from small and lightweight items to heavy and bulky loads. They are commonly used in industries such as manufacturing, distribution, logistics, and warehouses.
3. Durability: Roller conveyor chains are typically made from robust materials such as steel, which provides excellent durability and longevity. They can withstand heavy loads, repetitive use, and harsh working environments.
4. Flexibility: Roller conveyor chains can be configured in various layouts to accommodate different space requirements and material flow patterns. They can be straight, curved, inclined, or declined to optimize the flow of goods within the facility.
5. Easy accumulation: Roller conveyor chains allow for efficient accumulation of products without causing damage or jamming. The rollers can be designed with specific spacing and configurations to enable controlled accumulation and release of items along the conveyor line.
6. Minimal maintenance: With proper maintenance and lubrication, roller conveyor chains require minimal upkeep. The design of the chain and rollers reduces the accumulation of debris, making them easier to clean and maintain.
7. Smooth and quiet operation: The use of rollers in the conveyor chain ensures smooth and quiet operation, reducing noise levels in the workplace. This creates a more comfortable and productive working environment.
8. Enhanced safety: Roller conveyor chains are designed with safety in mind. They can be equipped with various safety features such as guards, sensors, and emergency stop mechanisms to ensure the well-being of operators and prevent accidents.
By utilizing a roller conveyor chain, businesses can benefit from improved efficiency, increased durability, flexibility in material handling, and enhanced safety in their operations.

How to select the right conveyor chain for your conveyor system?
Selecting the right conveyor chain for your conveyor system is crucial to ensure optimal performance and longevity. Here are the steps to follow when choosing a conveyor chain:
- Identify your application requirements: Determine the specific requirements of your conveyor system, including the type of material being conveyed, the speed of operation, the load capacity, the environmental conditions, and any special considerations.
- Consider the chain type: Based on your application requirements, consider the different types of conveyor chains available, such as roller chains, double pitch chains, hollow pin chains, apron chains, or plastic chains. Evaluate their features and benefits to determine which type is most suitable for your needs.
- Assess the chain material: Conveyor chains are typically made from various materials such as steel, stainless steel, or plastic. Consider factors such as corrosion resistance, temperature resistance, wear resistance, and food-grade requirements when selecting the chain material.
- Determine the chain pitch: The chain pitch refers to the distance between the centers of adjacent pins. Choose the appropriate pitch size based on your conveyor system’s design, load requirements, and speed. Smaller pitch sizes provide smoother operation at higher speeds, while larger pitch sizes offer better resistance against wear and fatigue.
- Evaluate the chain strength: Consider the required tensile strength and fatigue resistance of the chain to ensure it can withstand the anticipated load and operating conditions. Factors such as chain construction, material quality, and heat treatment play a role in determining the chain’s strength.
- Consider additional features: Depending on your application, you may need additional features such as attachments, guides, or specialized coatings on the chain. Assess if any of these features are necessary to meet your specific requirements.
- Consult with experts: If you’re uncertain about the selection process or have unique application needs, it’s advisable to consult with conveyor chain manufacturers or industry experts who can provide guidance and recommendations based on their expertise.
By following these steps and carefully considering your application requirements, you can select the right conveyor chain that ensures efficient and reliable operation of your conveyor system.
editor by CX 2024-03-26
China Hot selling CZPT HS-1873t-K1200 Side Flexing Plastic Chain for Conveyor System
Product Description
| Data(HS-1873T-K1200)Side Flexing Flexible Chains | |||||||||
| Belt Material | Width W | Working Load | Radius | Reverse Radius | Weight | ||||
| mm | inch | N(21°C) | lbs(21°C) | mm | inch | mm | inch | kg/m | |
| POM | 305 | 12.00 | 3400 | 765 | 610 | 24.0 | 305 | 24.0 | 3.00 |
Avantages of the CHINAMFG products
1.CHINAMFG modular conveyor belt has more than 10 times service life,long life time and reducing replacement cost than traditional conveyor belt.
2.CHINAMFG modular conveyor belt is easy to assemble, allowing only the replacement of damaged parts, easy to replace, saving maintenance time and costs.
3.CHINAMFG modular conveyor belt has strong wear resistance, high temperature resistance, cold resistance and oil resistance.
4.CHINAMFG modular conveyor belt is easy to clean, farewell to the propagation of bacteria, especially suitable for application in food industry.
5.CHINAMFG modular conveyor belt in food and non-food industry, it plays an important role in the character of durability,low maintenance cost and easy to clean.
6.CHINAMFG has agents in many countries and can provide good after-sales service.
7.CHINAMFG not only has a complete production line to meet different application needs, but also can provide comprehensive product knowledge and experience. After 20 years of innovative research and development, we can provide more than 5000 kinds of solutions to provide perfect support for you in the field of transportation.
Application
Beverages / Bottling Industry
-Deal with various bottle and package sizes to meet market demands.
-Prevent big and small from colliding on the same belt.
-Eco-friendly and sustainable
Cooperation Case
We Cooperated with DHL & Amazon to Help Them Solve Multi-scenario Application Parcel Sorting
Global cooperation broke through 50+ agent service providers
and signed strategic cooperation agreements with “Safari Belting Systems” in the United States
“HONG’S BELT Branches” in Europe, and “HONG’S BELT Branches” in India
Exhibitions around the world
Every year CHINAMFG will go to all over the world to participate in exhibitions
We have served projects in more than 120 regions and countries with global delivery capabilities
Hong’s Belt team can provide customers with more than 5,000 solutions
Factory
HONG’S BELT
Xihu (West Lake) Dis. Xinhai (HangZhou) Technology Co., Ltd is a leading high-tech company providing intelligent conveyor solutions. We have a modern industrialized manufacturing area of 100,000 square CHINAMFG for the production of modular plastic belts and conveying systems solutions.
Hong’sbelt Group currently has more than 1,000 employees, including more than 100 R&D teams, more than 500 production and functional departments, and about 300 sales and sales support departments. The sales points are distributed on all continents of the world.Realize Automatic and Intelligent.
We developed a fully integrated industrial chain with independent core technology, key components, leading products and conveyor systems solutions.
Certificate
We hold more than 400 national authorized patents and software certifications
Allseries of products have obtained the US “FDA” food grade certification And “EU” certification in Europe
Obtained “ISO9001-2008” quality management system certification
FAQ
Q: Are you a trading company or manufacturer?
A: We are a manufacturer of modular belt, chains belt and conveyor components, with head office in HangZhou, China, and 2 big factories located in HangZhou and HangZhou.
Q: Are HONGSBELT products in accordance with FDA regulations and EU Directives?
A: Our standard materials (PP, POM, PE, PA) comply with the FDA regulations and EU Directives. A letter of assurance can be made available on demand.
Q: Can we use HONGSBELT Modular Conveyor Belt in corrosive environment?
A: HONGSBELT belts can be used in medium to severe CHINAMFG applications, however, special product recommendations and conveyor design guidelines must be followed. More information, pls contact our online Customer Service or email to HONGSBELT Team.
Q: What is the temperature range for the belt material?
A: HONGSBELT belts offers various materials suitable for operation in temperatures ranging from -60 °C to 260 °C. Specific material should be chosen based on your operating temperature.
Q: What is the real meaning of the belt strength?
A: The belt strength is the maximum tension (per foot or meter of width) the belt can continuously run at.
Q: How long will it take me to get quotation?
A: You will always receive any requested quote by the end of the next working day at the latest, but often quotes are emailed to you before you hang up the phone.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | POM–Dp,POM-Lf |
|---|---|
| Structure: | Top Chain |
| Surface Treatment: | Plastic |
| Chain Size: | 3.048m/Box |
| Feature: | Fire Resistant, Oil Resistant, Heat Resistant |
| Pin Material: | Cold Rolled Austenitic Stainless Steel |
| Samples: |
US$ 70/Meter
1 Meter(Min.Order) | |
|---|

Can a conveyor chain be used in high-speed applications?
Yes, a conveyor chain can be used in high-speed applications depending on the design and specifications of the chain and the conveyor system. However, there are certain factors to consider when using a conveyor chain in high-speed applications:
1. Chain Design: The design of the conveyor chain should be capable of handling high speeds without compromising safety or performance. Specialized high-speed chains are available that are specifically engineered to withstand the demands of high-speed applications.
2. Material Selection: The material used in the construction of the conveyor chain should have high strength and durability to withstand the forces and stresses at high speeds. Common materials for high-speed conveyor chains include alloy steels, stainless steel, and special polymers.
3. Lubrication: Proper lubrication is crucial in high-speed applications to reduce friction, heat, and wear. Lubricants specifically designed for high-speed conveyor chains should be used to ensure smooth operation and extend the chain’s lifespan.
4. Tensioning and Alignment: Accurate tensioning and alignment of the conveyor chain are critical for high-speed applications. Proper tensioning helps to maintain the chain’s stability and prevent excessive vibrations or elongation, which can lead to chain failure or premature wear.
5. Safety Considerations: High-speed applications require additional safety measures to protect personnel and equipment. Proper guarding, emergency stop systems, and regular maintenance inspections are essential to ensure safe operation.
It’s important to consult the conveyor chain manufacturer or an engineering professional to determine the suitability of a specific chain for high-speed applications. They can provide guidance on selecting the appropriate chain design, material, lubrication, and maintenance practices to ensure reliable and efficient operation at high speeds.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.
How does a conveyor chain compare to other types of conveyor systems?
Conveyor chains are one of the common types of conveyor systems used in various industries. They offer specific advantages and characteristics that differentiate them from other types of conveyor systems.
1. Versatility: Conveyor chains are highly versatile and can be used for a wide range of applications, including horizontal, inclined, and vertical conveying. They can handle various types of materials, from bulk solids to individual items.
2. High Load Capacity: Conveyor chains are known for their high load-carrying capacity. They are designed to handle heavy loads and can be used in applications where other conveyor systems may not be suitable.
3. Durability: Conveyor chains are built to withstand harsh operating conditions and heavy-duty use. They are made from strong and durable materials, such as steel or alloy, that can withstand abrasion, impact, and wear.
4. Flexibility: Conveyor chains offer flexibility in terms of layout and design. They can be configured to accommodate complex conveyor paths, curves, and multiple discharge points, allowing for efficient material flow and system customization.
5. Cost-Effective: Conveyor chains often provide a cost-effective solution for material handling compared to other conveyor systems. They have a relatively low initial cost, require less maintenance, and have a longer service life.
However, it’s important to note that conveyor chains may not be suitable for every application. Other types of conveyor systems, such as belt conveyors, screw conveyors, or pneumatic conveyors, may offer specific advantages depending on the application requirements, material characteristics, or environmental factors.
Ultimately, the selection of the appropriate conveyor system depends on factors such as load capacity, material properties, layout constraints, cost considerations, and specific application needs.
editor by CX 2024-02-08
China high quality Rivetless Drop Forged Conveyor Link X458 Chain for Painting Line System
Product Description
About Factory
With more than 18 years’ histiory, we are a professinal manufacturer for drop forged products such as forged chain (X348 X458 X658 X678 X698 F100 F160), scraper chain (10160, 14218, 14226, 142N), conveyor trolley (X348, X458, X678, XT160), and drive chain (X348, X458, X678), and so forth standard moulds of chain.
Besides, we can also produce as per your drawing or sample, special link chain, pusher, pin and plate, according to customers’ unique requirements.
Product Description
1) Material: Alloy steel, 40Cr, 42CrMo and so on.
2) Types: X348 X458 X658 X678 X698 F100 F160, and so on. (Or as per your drawing)
3) Process: Moulding→Forging→Polishing & Blasting→Fine machining→Heat treatment→Blasting→Inspecting & testing→Packing
Product Show
Technical Data
| Model | Pitch | Dimension | Lateral Corner | Standard Measured Length (mm) | Measured Quantity | Tensile Strength (KN) | Weight (Kg/m) | |||||
| A | F | G | J | K | S | |||||||
| 80H | 80 | 73 | 42 | 18.4 | 20 | 34.5 | 19.5 | 7 | 3032/3058 | 38 | 250 | 7.8 |
| X348 | 76.6 | 46 | 27 | 12.7 | 12.7 | 20.6 | 13.5 | 9 | 3050.5/3095.2 | 40 | 110 | 3.2 |
| X458 | 102.4 | 57 | 37 | 16 | 16 | 26.5 | 17.5 | 9 | 3063.1/3090.2 | 30 | 210 | 5.2 |
| 468H | 102.4 | 84.1 | 47.8 | 18 | 29.5 | 42.9 | 22.2 | 9 | 3063.1/3090.2 | 30 | 318 | 11.5 |
| X658 | 153.2 | 55.6 | 35 | 16 | 16 | 57.2 | 17.5 | 7 | 3055.1/3082.8 | 20 | 210 | 4 |
| X678 | 153.2 | 77 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| 678 | 153.2 | 77 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| 698 | 153.2 | 95.25 | 64 | 28 | 25.4 | 41.3 | 32 | 5 | 3055.1/3082.8 | 20 | 515 | 17 |
| 998 | 229.4 | 95.25 | 67.5 | 28 | 25.4 | 41.3 | 32 | 5 | 3205/3232.4 | 13 | 515 | 14.8 |
| 9118 | 229.4 | 123.8 | 76.2 | 35 | 33.5 | 52 | 38.1 | 5 | 3205/3232.4 | 13 | 832 | 24.2 |
| S348 | 76.6 | 38.9 | 28.6 | 12.7 | 12.7 | 20.6 | 13.5 | 9 | 3050.5/3095.2 | 40 | 110 | 3.2 |
| S458 | 102.4 | 52.1 | 35 | 16 | 16 | 26.5 | 17.5 | 9 | 3063.1/3090.2 | 30 | 210 | 5.2 |
| S678 | 153.2 | 69.8 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| S698 | 153.2 | 73 | 68.3 | 28 | 25.4 | 41.3 | 32 | 5 | 3055.1/3082.8 | 20 | 515 | 17 |
| S9118 | 229.4 | 98.4 | 77.8 | 35 | 33.5 | 52 | 38.1 | 5 | 3205/3232.4 | 13 | 832 | 24.2 |
| F100 | 100 | 57 | 37 | 16 | 16 | 26.5 | 17.5 | 9 | 2991.3/3018.3 | 30 | 210 | 5.2 |
| F160 | 160 | 78 | 54 | 24 | 20.5 | 36 | 28 | 7 | 3190.7/3219.5 | 20 | 318 | 10.3 |
Products & Testing Equipments
Products Application
Packing & Delivery
Why Choose Us?
1. We are engaged in chain industry over 15 years with rich market experience. We keep improving production techniques. All the products have longer working life and have passed the market test.
2. We can design the correct chains with high quality material, good abrasion resistance, good corrosion, high strengthen and etc as per your request or the chain application.
3. We are the chain manufacturer; you can directly purchase the product from us with low price and high quality.
4. We have a professional team for international trade, they have abundant experiences and are always ready to solve problems for customers. So you have nothing to worry about.
5. We have the long-term cooperative forwarder who can give us the lowest freight. And it can help you to save the freight. What’s more, for the FCL, we will design the packages as per the container sizes with the largest capacity to save the shipping cost for both of us.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Samples: |
US$ 5/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
| Customized Request |
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|
What are the benefits of using a self-lubricating conveyor chain?
Self-lubricating conveyor chains offer several advantages over traditional lubricated chains. Here are some key benefits:
1. Reduced Maintenance: Self-lubricating chains eliminate the need for regular lubrication, reducing the time and effort required for maintenance. This is particularly beneficial in applications where access to the chain is difficult or time-consuming.
2. Cost Savings: By eliminating the need for external lubrication, self-lubricating chains can help reduce lubrication costs over the lifetime of the chain. This includes the cost of lubricants, as well as the labor and equipment required for lubrication maintenance.
3. Clean and Environmentally Friendly: Self-lubricating chains do not require external lubricants, resulting in a cleaner working environment. There is no risk of lubricant spills or contamination of the surrounding area, making them ideal for applications that require strict cleanliness standards, such as food processing or pharmaceutical industries.
4. Extended Chain Life: Self-lubricating chains are designed with built-in lubrication systems that provide a continuous and controlled supply of lubricant to the chain components. This helps reduce friction, wear, and heat generation, resulting in longer chain life and improved performance.
5. Improved Reliability: With consistent and reliable lubrication, self-lubricating chains maintain optimal performance and minimize the risk of chain failure or breakdown. They are less susceptible to premature wear, elongation, and corrosion, ensuring a more reliable and efficient conveyor system.
It’s important to note that the specific benefits of self-lubricating chains may vary depending on the manufacturer and the design of the chain. It’s recommended to consult with the chain manufacturer or an industry expert to understand the suitability and advantages of self-lubricating chains for a particular application.
Can a conveyor chain be used for heavy-duty applications?
Yes, a conveyor chain can be used for heavy-duty applications. Conveyor chains are specifically designed to handle heavy loads and provide reliable transportation in industrial environments.
Here are some factors that make conveyor chains suitable for heavy-duty applications:
1. Robust construction: Conveyor chains are typically made from high-strength materials such as alloy steel, stainless steel, or hardened carbon steel. These materials offer excellent durability and can withstand the heavy loads and harsh operating conditions commonly found in heavy-duty applications.
2. High load-carrying capacity: Conveyor chains are designed to handle significant loads, including heavy products, bulk materials, or large components. The chains are engineered with appropriate pitch, link dimensions, and strength to ensure reliable transport of heavy items.
3. Fatigue resistance: Conveyor chains are built to withstand repetitive stress and fatigue caused by continuous operation under heavy loads. They undergo specific heat treatments and surface hardening processes to enhance their resistance to wear, fatigue, and deformation.
4. Customization options: Conveyor chains can be customized to meet the specific requirements of heavy-duty applications. This includes selecting the appropriate chain type, pitch, attachment design, and surface coating for improved performance and longevity.
5. Compatibility with heavy-duty equipment: Conveyor chains are designed to integrate seamlessly with heavy-duty conveyor systems, including large motors, drives, and supporting structures. This ensures proper power transmission and smooth operation even in demanding environments.
6. Safety features: Conveyor chains for heavy-duty applications often incorporate safety features such as overload protection, emergency stops, and monitoring systems to ensure the safety of operators and prevent damage to the equipment.
It’s important to consult with a qualified engineer or conveyor manufacturer to select the appropriate conveyor chain and system components for the specific heavy-duty application. They can provide guidance on chain selection, system design, and maintenance practices to ensure optimal performance and reliability.
What are the environmental considerations when using a conveyor chain?
When using a conveyor chain, there are several environmental considerations to take into account:
1. Temperature and Humidity: Conveyor chains may be exposed to different temperature and humidity levels depending on the application and operating environment. Extreme temperatures or high humidity can affect the performance and lifespan of the chain. It is important to select a chain material and lubrication that can withstand the specific environmental conditions.
2. Contamination and Cleanliness: The presence of dust, dirt, debris, or other contaminants can impact the operation and efficiency of the conveyor chain. Regular cleaning and maintenance should be performed to prevent build-up and ensure smooth chain movement.
3. Chemical Exposure: Conveyor chains used in industries such as chemical processing or food production may come into contact with corrosive chemicals or cleaning agents. It is crucial to choose a chain material that is resistant to chemical corrosion and select appropriate lubricants compatible with the chemicals present in the environment.
4. Noise and Vibration: Conveyor systems can generate noise and vibration during operation, which may have environmental implications. Noise reduction measures, such as using noise-dampening materials or implementing vibration isolation techniques, can help minimize the impact on the surrounding environment and comply with noise regulations.
5. Energy Efficiency: Consideration should be given to energy consumption and efficiency when using a conveyor chain. Optimize the system design, minimize friction losses, and utilize energy-efficient components to reduce the environmental impact and operational costs.
6. Sustainability: Increasingly, sustainability is an important consideration in industrial operations. Choosing conveyor chains made from recyclable or renewable materials, implementing energy-saving measures, and practicing responsible waste management can contribute to a more environmentally friendly operation.
By taking these environmental considerations into account, industries can ensure the proper functioning of conveyor chains while minimizing environmental impact and complying with relevant regulations.
editor by CX 2024-01-10
China wholesaler P102, P142 Forged Mining Scraper Chain with Flight for Conveyor System
Product Description
Forged Scraper conveyor chain
P152F51/45/45A/45C/47/45D/45E/45F, P2000F29/29A, P101.6F20, RO6205MF3, MR56, MR80, MR224, MR315, FVR40/63/90/112
Forged chain , trolleys,carriers used on overhead conveyor production line.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
The products can be combined to find the best possible solution for even the most demanding applications. Special solutions can also be developed for customers’ individual requirements.
Drop Forged Rivetless Chain, Drop Forged Chains, drop forged link,forged scraper chains.
1.Scraper chains P142,P142V,P142H,P200,P102,P250,P260
2.Detachable chain 51,52,55,57,62,74,78
3.Relevant overhead trolley&carriages&spare parts
4.as per your drawings or samples
| Drop forged detachable chains | X348,X458,X678,X698,F100,F160,P80,P100,P200 |
| CatterPilar Chains for | X348,X458,X678,X698 |
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 1/2"*3/32" |
| Feature: | Heat Resistant |
| Type: | Overhead Conveyor |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
What are the considerations for selecting a low-maintenance conveyor chain?
When selecting a low-maintenance conveyor chain, several considerations should be taken into account:
1. Material Selection:
– Choose a conveyor chain made from materials that are resistant to wear, corrosion, and contamination. Stainless steel, plastic, or self-lubricating chains are commonly used for their durability and low maintenance requirements.
2. Lubrication-Free Design:
– Look for conveyor chains that have a self-lubricating design or are pre-lubricated with materials that reduce friction and eliminate the need for additional lubrication. This helps to minimize maintenance tasks associated with regular lubrication.
3. Sealed Construction:
– Consider conveyor chains with sealed construction to prevent the ingress of dirt, debris, and moisture. Sealed chains require less frequent cleaning and maintenance, making them ideal for low-maintenance applications.
4. Easy Cleaning:
– Opt for conveyor chains that are designed for easy cleaning. Smooth surfaces, open structures, and accessible components allow for quick and efficient cleaning, reducing maintenance time and effort.
5. Resistance to Contamination:
– Select a conveyor chain that is resistant to contamination. This includes resistance to chemicals, oils, greases, and other substances commonly found in the application environment. Chains that can withstand contamination require less frequent cleaning and maintenance.
6. Wear Monitoring:
– Look for conveyor chains that have wear monitoring features, such as wear indicators or sensors. These features help to identify chain wear and provide timely maintenance alerts, allowing for proactive replacement or adjustment.
7. Manufacturer Support:
– Consider the support provided by the chain manufacturer. A reputable manufacturer will offer guidance on maintenance intervals, replacement schedules, and provide technical assistance to ensure the proper functioning of the chain.
By considering these factors, you can select a low-maintenance conveyor chain that minimizes the need for frequent inspections, lubrication, cleaning, and replacement, resulting in reduced maintenance efforts and costs.

Can a conveyor chain be used in food processing applications?
Yes, a conveyor chain can be used in food processing applications. Conveyor chains play a crucial role in the efficient and hygienic handling of food products throughout the production process. Here are some key points to consider:
1. Food-Grade Materials: Conveyor chains used in food processing applications are typically made from food-grade materials such as stainless steel or plastic. These materials are corrosion-resistant, easy to clean, and comply with food safety regulations.
2. Hygiene Considerations: Food processing environments require high standards of hygiene. Conveyor chains designed for food applications incorporate features such as smooth surfaces, open link designs, and easy disassembly for thorough cleaning. They may also have specialized coatings or treatments to prevent bacterial growth.
3. Sanitary Design: Conveyor chains for food processing applications are designed with minimal crevices or joints to prevent food particles from getting trapped. They may have self-draining capabilities to remove excess fluids or debris.
4. Product Integrity: Conveyor chains in food processing applications ensure gentle handling of delicate food products to avoid damage or contamination. They can be equipped with accessories like cleats, side guards, or modular belt systems to securely hold and transport items of various shapes and sizes.
5. High Temperature and Washdown Capabilities: Some food processing applications require conveyor chains to withstand high temperatures during cooking, baking, or sterilization processes. Specialized chains with heat-resistant materials or coatings are available. Additionally, conveyor chains used in food processing should be capable of withstanding frequent washdowns and cleaning with water or cleaning agents.
6. Compliance with Standards: Conveyor chains used in food processing applications must comply with industry-specific standards such as FDA (Food and Drug Administration) regulations, HACCP (Hazard Analysis Critical Control Point) guidelines, and other food safety certifications.
When selecting a conveyor chain for food processing applications, it is important to consider the specific requirements of the production line, including the type of food being handled, the operating conditions, and the necessary sanitary standards. Proper maintenance and regular cleaning protocols should also be implemented to ensure food safety and product integrity.

What lubrication is recommended for conveyor chains?
Choosing the right lubrication for conveyor chains is crucial for maintaining their performance and extending their lifespan. Here are some commonly recommended lubricants:
- Chain Oil: Chain oil is specifically designed for lubricating conveyor chains. It provides excellent lubrication, reduces friction, and helps prevent wear and corrosion. Chain oils come in various viscosities to suit different operating conditions.
- Synthetic Lubricants: Synthetic lubricants, such as synthetic oils and greases, offer enhanced performance and durability. They have excellent temperature stability, high resistance to oxidation and degradation, and superior lubricating properties. Synthetic lubricants are suitable for applications with high temperatures, heavy loads, or extreme operating conditions.
- Food-Grade Lubricants: For conveyor chains used in food processing or other industries with strict hygiene requirements, food-grade lubricants are recommended. These lubricants are formulated to be safe for incidental food contact and comply with relevant regulations and standards.
- Dry Film Lubricants: In certain applications where liquid lubricants are not suitable, such as dusty or dirty environments, dry film lubricants can be used. These lubricants form a protective coating on the chain surfaces, reducing friction and preventing wear.
When selecting a lubricant, consider the operating conditions, such as temperature, speed, load, and environmental factors. Consult the manufacturer’s recommendations and guidelines to ensure you choose the appropriate lubrication product for your specific conveyor chain. Regularly monitor the lubrication levels and reapply as needed to maintain optimal chain performance.
editor by CX 2023-11-20
China manufacturer Drop Forged Scraper Conveyor Chain for Chain Conveyor System
Product Description
Scraper conveyor chain
P152F51/45/45A/45C/47/45D/45E/45F, P2000F29/29A, P101.6F20, RO6205MF3, MR56, MR80, MR224, MR315, FVR40/63/90/112
Forged chain , trolleys,carriers used on overhead conveyor production line.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
Main products are Forge chain and trolley, welded link chain, Standard and non-standard stainless steel and carbon steel roller chain, Leaf chain, standard and non-standard conveyor chain, Scraper conveyor chain, Cranked link chain, double plus chain, double pitch transmission chain, plastic chain, sprockets and Other accessories.
The products can be combined to find the best possible solution for even the most demanding applications. Special solutions can also be developed for customers’ individual requirements.
Drop Forged Rivetless Chain, Drop Forged Chains, drop forged link,forged scraper chains.
1.Scraper chains P142,P142V,P142H,P200,P102,P250,P260
2.Detachable chain 51,52,55,57,62,74,78
3.Relevant overhead trolley&carriages&spare parts
4.as per your drawings or samples
| Drop forged detachable chains | X348,X458,X678,X698,F100,F160,P80,P100,P200 |
| CatterPilar Chains for | X348,X458,X678,X698 |
| Surface: | Self Colored, Zinc Plated,Blacken |
|---|---|
| Process: | Forging |
| Type: | Conveyor |
| Usage: | Conveyor System |
| Transport Package: | Plywood Case. |
| Specification: | ISO |
| Customization: |
Available
| Customized Request |
|---|
Can a conveyor chain be used in cleanroom environments?
Yes, conveyor chains can be used in cleanroom environments with proper selection and design considerations. Cleanroom environments require stringent control of airborne particles, such as dust, microbes, and contaminants, to maintain high levels of cleanliness. Here are some factors to consider when using a conveyor chain in a cleanroom:
1. Material Selection:
– Choose a conveyor chain made from materials that are compatible with cleanroom requirements. Stainless steel, plastic, or special coatings are commonly used for their clean and non-contaminating properties.
– Avoid materials that generate excessive particles or contaminants, such as certain types of lubricants or chain coatings.
2. Design Considerations:
– Design the conveyor chain system to minimize particle generation. This includes smooth surfaces, rounded edges, and avoiding areas that can trap or accumulate particles.
– Use sealed or enclosed chain designs to prevent the release of lubricants or contaminants.
– Consider the integration of additional features, such as covers or guards, to further protect the chain and prevent particle ingress.
3. Cleaning and Maintenance:
– Establish a cleaning and maintenance protocol specific to the cleanroom environment. This may include regular cleaning and sanitization procedures to maintain cleanliness standards.
– Use cleaning agents and procedures that are approved for cleanroom use and do not introduce contaminants.
– Regularly inspect the conveyor chain system for any signs of wear, damage, or contamination. Promptly address any issues to ensure the chain’s reliability and cleanliness.
4. Compliance with Cleanroom Standards:
– Ensure that the conveyor chain system meets the cleanliness and particle generation requirements of the specific cleanroom standards or classifications in which it will be used.
– Comply with relevant industry guidelines and regulations, such as ISO standards, when selecting and using conveyor chains in cleanroom environments.
By considering these factors and implementing proper material selection, design considerations, cleaning protocols, and compliance with cleanroom standards, a conveyor chain can be effectively used in cleanroom environments while maintaining the required cleanliness levels.

How does a conveyor chain impact material flow in a production line?
A conveyor chain plays a crucial role in facilitating the smooth and efficient flow of materials in a production line. Here are the key ways in which a conveyor chain impacts material flow:
1. Continuous Movement: A conveyor chain enables continuous movement of materials along the production line. By securely holding and transporting the materials, the chain ensures a consistent flow without interruptions or delays.
2. Speed Control: The speed at which the conveyor chain moves can be adjusted to match the desired production rate. This allows for precise control over the material flow, ensuring that it aligns with the downstream processes and avoids bottlenecks or overloading.
3. Orientation and Positioning: Conveyor chains can be designed with specific attachments or fixtures to orient and position materials in a desired manner. This ensures that the materials are presented correctly for processing, assembly, or packaging, optimizing the overall production flow.
4. Sorting and Diverging: In certain applications, conveyor chains can be equipped with mechanisms for sorting or diverging materials based on predetermined criteria. This allows for efficient routing of different products or components to their respective destinations, streamlining the material flow.
5. Accumulation and Buffering: Conveyor chains can incorporate accumulation zones or buffering areas where materials can temporarily pause or accumulate. This feature is useful when downstream processes experience temporary disruptions or when there is a need to balance the flow between different production stages.
6. Integration with Equipment: Conveyor chains can be integrated with other equipment or machines in the production line, such as robotic arms, automated packaging systems, or inspection stations. This seamless integration enables synchronized material handling, optimizing the flow and efficiency of the entire production process.
7. Customization for Specific Needs: Conveyor chains can be customized to meet specific material handling requirements. This includes considerations such as chain width, length, height adjustments, inclines or declines, and specialized attachments or guides. Such customization ensures that the material flow is tailored to the unique needs of the production line.
By providing a reliable and controlled method of transporting materials, a conveyor chain significantly influences the material flow in a production line. It enhances productivity, reduces manual handling, minimizes the risk of errors or damage, and ultimately contributes to the overall efficiency and success of the manufacturing process.
What are the cost considerations when purchasing a conveyor chain?
When purchasing a conveyor chain, there are several cost considerations that need to be taken into account to ensure an optimal investment and operational efficiency.
1. Initial Cost: The initial cost of the conveyor chain includes the cost of the chain itself, as well as any additional components such as sprockets, attachments, and connecting links. It is important to compare prices from different suppliers and evaluate the overall value for the money.
2. Maintenance and Repair Costs: Consider the long-term maintenance and repair costs associated with the conveyor chain. Some chains may require more frequent lubrication or replacement of components, which can add to the overall operating expenses.
3. Service Life: The service life of the conveyor chain is an essential factor in determining its cost-effectiveness. Chains with longer service life may have a higher initial cost but can result in lower replacement and downtime costs in the long run.
4. Energy Efficiency: Energy consumption is an ongoing cost to consider. Conveyor chains that offer lower friction and efficient power transmission can contribute to energy savings and reduce operating expenses.
5. Maintenance Ease: Consider the ease of maintenance when selecting a conveyor chain. Chains that are easier to clean, inspect, and maintain can reduce labor costs and increase operational efficiency.
6. Compatibility and Integration: Ensure that the selected conveyor chain is compatible with the existing conveyor system or equipment. Retrofitting or modifying the system to accommodate a specific chain may incur additional costs.
7. Supplier Support and Warranty: Evaluate the level of technical support provided by the supplier and the warranty coverage offered for the conveyor chain. This can impact the overall cost of ownership and provide peace of mind in case of any unforeseen issues.
It is important to consider these factors holistically and make a cost-benefit analysis based on the specific requirements of the application. Choosing a conveyor chain that aligns with the budget, performance needs, and long-term cost considerations will help optimize the investment and ensure efficient material handling operations.
editor by CX 2023-10-07
China supplier Rivetless Drop Forged Conveyor Link X458 Chain for Painting Line System
Product Description
About Factory
With more than 18 years’ histiory, we are a professinal manufacturer for drop forged products such as forged chain (X348 X458 X658 X678 X698 F100 F160), scraper chain (10160, 14218, 14226, 142N), conveyor trolley (X348, X458, X678, XT160), and drive chain (X348, X458, X678), and so forth standard moulds of chain.
Besides, we can also produce as per your drawing or sample, special link chain, pusher, pin and plate, according to customers’ unique requirements.
Product Description
1) Material: Alloy steel, 40Cr, 42CrMo and so on.
2) Types: X348 X458 X658 X678 X698 F100 F160, and so on. (Or as per your drawing)
3) Process: Moulding→Forging→Polishing & Blasting→Fine machining→Heat treatment→Blasting→Inspecting & testing→Packing
Product Show
Technical Data
| Model | Pitch | Dimension | Lateral Corner | Standard Measured Length (mm) | Measured Quantity | Tensile Strength (KN) | Weight (Kg/m) | |||||
| A | F | G | J | K | S | |||||||
| 80H | 80 | 73 | 42 | 18.4 | 20 | 34.5 | 19.5 | 7 | 3032/3058 | 38 | 250 | 7.8 |
| X348 | 76.6 | 46 | 27 | 12.7 | 12.7 | 20.6 | 13.5 | 9 | 3050.5/3095.2 | 40 | 110 | 3.2 |
| X458 | 102.4 | 57 | 37 | 16 | 16 | 26.5 | 17.5 | 9 | 3063.1/3090.2 | 30 | 210 | 5.2 |
| 468H | 102.4 | 84.1 | 47.8 | 18 | 29.5 | 42.9 | 22.2 | 9 | 3063.1/3090.2 | 30 | 318 | 11.5 |
| X658 | 153.2 | 55.6 | 35 | 16 | 16 | 57.2 | 17.5 | 7 | 3055.1/3082.8 | 20 | 210 | 4 |
| X678 | 153.2 | 77 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| 678 | 153.2 | 77 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| 698 | 153.2 | 95.25 | 64 | 28 | 25.4 | 41.3 | 32 | 5 | 3055.1/3082.8 | 20 | 515 | 17 |
| 998 | 229.4 | 95.25 | 67.5 | 28 | 25.4 | 41.3 | 32 | 5 | 3205/3232.4 | 13 | 515 | 14.8 |
| 9118 | 229.4 | 123.8 | 76.2 | 35 | 33.5 | 52 | 38.1 | 5 | 3205/3232.4 | 13 | 832 | 24.2 |
| S348 | 76.6 | 38.9 | 28.6 | 12.7 | 12.7 | 20.6 | 13.5 | 9 | 3050.5/3095.2 | 40 | 110 | 3.2 |
| S458 | 102.4 | 52.1 | 35 | 16 | 16 | 26.5 | 17.5 | 9 | 3063.1/3090.2 | 30 | 210 | 5.2 |
| S678 | 153.2 | 69.8 | 50.8 | 22.2 | 21 | 34.2 | 25 | 7 | 3055.1/3082.8 | 20 | 320 | 9.5 |
| S698 | 153.2 | 73 | 68.3 | 28 | 25.4 | 41.3 | 32 | 5 | 3055.1/3082.8 | 20 | 515 | 17 |
| S9118 | 229.4 | 98.4 | 77.8 | 35 | 33.5 | 52 | 38.1 | 5 | 3205/3232.4 | 13 | 832 | 24.2 |
| F100 | 100 | 57 | 37 | 16 | 16 | 26.5 | 17.5 | 9 | 2991.3/3018.3 | 30 | 210 | 5.2 |
| F160 | 160 | 78 | 54 | 24 | 20.5 | 36 | 28 | 7 | 3190.7/3219.5 | 20 | 318 | 10.3 |
Products & Testing Equipments
Products Application
Packing & Delivery
Why Choose Us?
1. We are engaged in chain industry over 15 years with rich market experience. We keep improving production techniques. All the products have longer working life and have passed the market test.
2. We can design the correct chains with high quality material, good abrasion resistance, good corrosion, high strengthen and etc as per your request or the chain application.
3. We are the chain manufacturer; you can directly purchase the product from us with low price and high quality.
4. We have a professional team for international trade, they have abundant experiences and are always ready to solve problems for customers. So you have nothing to worry about.
5. We have the long-term cooperative forwarder who can give us the lowest freight. And it can help you to save the freight. What’s more, for the FCL, we will design the packages as per the container sizes with the largest capacity to save the shipping cost for both of us.
|
Shipping Cost:
Estimated freight per unit. |
To be negotiated |
|---|
| Material: | Alloy |
|---|---|
| Structure: | Combined Chain |
| Surface Treatment: | Polishing |
| Samples: |
US$ 5/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can a conveyor chain be used in high-load applications?
Yes, a conveyor chain can be used in high-load applications. Conveyor chains are designed to withstand heavy loads and provide reliable and efficient material handling in various industries. Here’s a detailed explanation:
– Robust Construction:
A conveyor chain for high-load applications is typically constructed using durable materials such as alloy steel or stainless steel. These chains are designed to withstand the forces and stresses imposed by heavy loads without deformation or failure.
– High Load Capacity:
Conveyor chains for high-load applications are designed with larger and stronger components, including thicker plates, larger pins, and stronger attachments. These enhancements allow the chain to handle heavier loads and distribute the weight evenly across the chain’s links and rollers.
– Proper Selection:
When using a conveyor chain in high-load applications, it is crucial to select the appropriate chain type and size based on the specific load requirements. Factors such as the weight of the conveyed material, the conveyor speed, and the operating conditions should be considered during the selection process.
– Lubrication and Maintenance:
In high-load applications, proper lubrication and regular maintenance of the conveyor chain are essential. Adequate lubrication reduces friction and wear, ensuring smooth operation and extending the chain’s service life. Regular inspections and maintenance routines help identify any issues or wear that may affect the chain’s performance.
– Application-Specific Chains:
In some cases, specialized conveyor chains, such as forged link chains or roller chains, are used to handle extremely heavy loads. These chains offer enhanced strength and durability, making them suitable for demanding high-load applications.
Overall, a properly selected and maintained conveyor chain can reliably handle high-load applications, providing efficient and continuous material handling in industries such as mining, construction, automotive, and heavy manufacturing.
What are the benefits of using a modular conveyor chain system?
A modular conveyor chain system offers several benefits in terms of flexibility, efficiency, and ease of maintenance. Here are some key advantages:
1. Versatility: Modular conveyor chains are designed with interlocking modules that can be easily connected and disconnected. This allows for flexibility in configuring the conveyor system according to specific layout requirements, production needs, or space limitations. Modules can be added, removed, or repositioned to accommodate changing production processes or product variations.
2. Customizability: The modular design of the conveyor chain system enables customization to meet specific application requirements. Different types of modules are available, including straight sections, curves, inclines, declines, merges, and diverters. Accessories such as side guides, cleats, or product hold-downs can be easily integrated into the system.
3. Quick Installation and Modification: Modular conveyor chains are designed for easy installation and modification. With their snap-in or snap-on connections, modules can be rapidly assembled or disassembled, reducing downtime during system setup or reconfiguration. This feature also facilitates maintenance, repairs, or future expansions.
4. Enhanced Efficiency: The modularity of the conveyor chain system allows for efficient material handling and optimized workflow. The smooth transfer between modules minimizes product jams or misalignments, ensuring a continuous and consistent flow of materials. The ability to incorporate curves or inclines in the system enables efficient use of floor space and facilitates the movement of products through different elevations.
5. Easy Maintenance: Modular conveyor chain systems are designed for ease of maintenance. Individual modules can be easily accessed and replaced without disassembling the entire system. This reduces maintenance time and costs. Additionally, the open structure of the modules allows for easy cleaning, debris removal, and inspection.
6. Durability and Reliability: Modular conveyor chains are typically made from high-quality materials such as plastic or stainless steel, ensuring durability and long-lasting performance. They are resistant to wear, corrosion, and chemical damage, making them suitable for various industrial environments. The interlocking design provides stability and prevents chain slippage during operation.
7. Safety Features: Modular conveyor chain systems can incorporate safety features such as emergency stop buttons, safety guarding, or sensors for detecting blockages or excessive loads. These features help maintain a safe working environment for operators and protect the integrity of the products being transported.
Overall, a modular conveyor chain system offers versatility, customizability, efficiency, and ease of maintenance. It is a reliable solution for material handling in industries such as manufacturing, packaging, distribution, and logistics.
Can a conveyor chain be used for vertical lifting applications?
Yes, conveyor chains can be used for vertical lifting applications in certain circumstances. However, several factors need to be considered to ensure safe and efficient vertical lifting with a conveyor chain.
1. Chain Type: Not all conveyor chains are suitable for vertical lifting. Specialized chain types, such as bucket elevator chains or vertical reciprocating conveyor chains, are designed specifically for vertical lifting applications.
2. Load Capacity: The conveyor chain selected for vertical lifting must have the appropriate load capacity to handle the weight of the load being lifted. It is crucial to consider both the static and dynamic loads during the lifting operation.
3. Speed and Acceleration: The speed and acceleration of the vertical lifting operation should be within the recommended limits of the conveyor chain to prevent excessive stress and potential failure.
4. Safety Mechanisms: Adequate safety mechanisms, such as overload protection devices or emergency stop systems, should be implemented to ensure the safety of the lifting operation.
5. Maintenance and Inspection: Regular maintenance and inspection of the conveyor chain are essential to identify any wear, fatigue, or damage that could compromise the lifting operation’s safety and reliability.
It is important to consult the manufacturer’s guidelines and recommendations when considering the use of a conveyor chain for vertical lifting applications. They can provide specific information regarding chain selection, installation, maintenance, and safety considerations for vertical lifting operations.
editor by CX 2023-08-14
China Hot selling Heavy Duty Rivetless Drop Forged Chain X458 Chain Carbon Steel Chain and Forged Link Chain Steel Detachable Chain for Conveyor Painting Line Chain System with Free Design Custom
Merchandise Description
About Factory
With much more than 18 years’ histiory, we are a professinal manufacturer for drop cast items this sort of as solid chain (X348 X458 X658 X678 X698 F100 F160), scraper chain (10160, 14218, 14226, 142N), conveyor trolley (X348, X458, X678, XT160), and push chain (X348, X458, X678), and so forth regular moulds of chain.
Apart from, we can also produce as for every your drawing or sample, specific hyperlink chain, pusher, pin and plate, according to customers’ unique requirements.
Product Description
1) Material: Alloy metal, 40Cr, 42CrMo and so on.
two) Kinds: X348 X458 X658 X678 X698 F100 F160, and so on. (Or as for each your drawing)
three) Process: Moulding→Forging→Polishing & Blasting→Fine machining→Heat treatment→Blasting→Inspecting & testing→Packing
Technical Information
Products & Tests Equipments
Goods Application
Packing & Delivery
Why Select Us?
1. We are engaged in chain sector above 15 years with abundant marketplace experience. We maintain enhancing production methods. All the merchandise have more time doing work life and have handed the industry check.
two. We can layout the proper chains with high good quality material, good abrasion resistance, great corrosion, higher strengthen and and many others as per your ask for or the chain software.
three. We are the chain maker you can immediately buy the item from us with low value and high high quality.
4. We have a expert team for global trade, they have plentiful encounters and are usually all set to solve issues for customers. So you have nothing at all to fret about.
five. We have the extended-term cooperative forwarder who can give us the least expensive freight. And it can help you to help save the freight. What is a lot more, for the FCL, we will style the packages as per the container measurements with the greatest ability to conserve the delivery price for both of us.
Roller Chain Principles
Before choosing the appropriate roller chain for your equipment, it is necessary to find out some basics. Learn about sprockets, tensile power, pitch, and width. Read this post to understand much more. It will support you make an knowledgeable determination. Acquiring the right product is crucial, but it truly is not usually as simple as deciding on a manufacturer identify. You need to select a organization that supports its products and provides great support.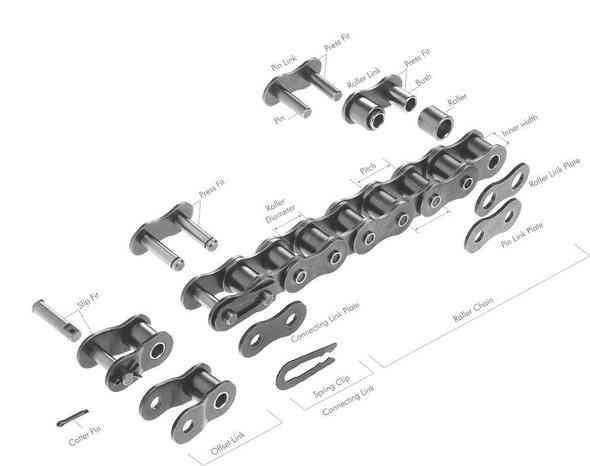
Roller sprocket
If you are arranging to purchase roller sprockets for your software, you should initial appear at the numerous varieties accessible. Sprockets available for single-strand roller chains are produced by Boston Metal – Variety B sprockets are drilled to dimensions. They are available in 1/4, 3/8, 1/2, 5/8, 3/4 and 1″ pitch dimensions.
The diameter of the sprocket is essential when deciding on the right sprocket for your software. Utilizing a caliper to evaluate the diameter of a toothless plate is a great way to figure out the exact dimension of the sprocket. A caliper is the diameter of a plate without having tooth. On Type B and C sprockets, the hub diameter steps the thickness of the hub.
An additional sort of sprocket is the steel split sprocket, which is split in diameter. This variety is simple to put in and eliminate, and is held jointly by bolts in the hub. Usually, break up sprockets have chain pitches ranging from forty to 240 and bores ranging from 3/4″ to 6″. The break up sprockets are created with one particular pointing in the direction of the ceiling and the other two parallel to the flooring.
When shopping for sprockets, it is critical to remember that they are created particularly for a distinct chain. All chains are created to distinct requirements. In the United States, the most widespread regular is ANSI. The chain pitch is the distance among the centre of every single pin and the center of the subsequent pin. In the US, the standard is constantly calculated in 8-inch intervals.
In addition to sprocket dimension, sprocket pitch and the surface area spot also affect chain life. In contrast to belt sprockets, which are produced of cast metal, the tooth on roller sprockets are stamped from steel sheet or pressed from powdered metallic. The tougher the enamel, the longer the chain will last.
Roller chain pitch
The pitch of a roller chain is the distance between the sprocket and the pin. The scaled-down the thread pitch, the smaller sized the bushing dress in. Generally talking, the more compact the pitch, the lengthier the daily life of the chain. For very best overall performance and longest life, manufacturers advocate a least chain pitch of 2% to 3%. Chain pitch is essential to ensure appropriate performance, and the producer suggests that you change the chain when it reaches 2% to 3% of normal.
To establish the right chain pitch for a specific chain, first establish the sprocket dimensions and pitch. Pitch is the distance among pin facilities, calculated in 1/8 inch increments. The pin diameter of the chain is also crucial. If you might be not certain about the pin diameter of your chain, evaluate a number of back links to get a very good average studying. Alternatively, use a caliper to measure the inside diameter of the sprocket and count the variety of teeth.
When sizing a sprocket, evaluate the chain among the gears with a caliper and evaluate it to the measurements on the chain dimension chart. Make certain you have checked all the specs and checked the proper chain pitch. Then, pick the correct chain pitch for your demands. This is a crucial action in deciding on the right chain. So get the appropriate pitch for your roller chain. Proper pitch helps make sure optimum performance and protection.
To recognize a specific type of roller chain, evaluate its tensile strength. This signifies the volume of load the chain can face up to ahead of breaking. An additional key parameter to contemplate is exhaustion energy. Chains with substantial fatigue energy are far more resistant to rust and use than chains with low fatigue power. The numbers on the correct in the regular numbering represent typical or gentle duty chains, whilst the numbers on the remaining signify the pitch of large-duty chains.
Double pitch roller chains are a variant of solitary pitch chains. They are created in accordance to ISO 606 and satisfy the identical requirements as solitary pitch chains. They are largely used in purposes with lower specifications for speed and electrical power transmission. The plates of double pitch roller chains are also lengthier than single pitch chains. The double pitch drive collection is also used for elevator and long conveyor drives. There are a few primary kinds of roller chains: one-pitch chains, double-pitch carriers, and outsized rollers.
Roller chain width
When purchasing a roller chain, one particular of the initial selections you need to make is its width. To make this dedication, you require to measure the overall width of the chain, the diameter, and the width of each and every roller. You need to also know the top and thickness of the board. After using these measurements, you can start off buying for the best roller chain. But just before you purchase a new chain, it truly is critical to know what to expect from the chain by itself.
There are a lot of diverse varieties of roller chains. These chains are offered for ANSI and metric measurements. They arrive in one-stranded and double-stranded variants. They are generally employed for energy transmission. Other kinds consist of agricultural, automotive, conveyor, multi-strand, and four-strand chains. These charts also contain a chart so you can simply see the precise measurement you require. Detailed under are some of the advantages of buying a roller chain.
Roller diameter and pin diameter are critical aspects in picking the right chain width. The width of the chain is the closest binary portion of 5/8 of an inch. It should be at least half the thickness of the sprocket, and the plate thickness is one-eighth the width of the chain. Overweight chains are indicated with the suffix H. The pitch and width of the chain are determined by the doing work load and machine pace.
The outer backlinks of the roller chain are called pin back links. These pins are inserted into the bushings of the adjacent roller backlinks. They are held in spot by cotter pins. Pin backlinks are normally pressed into the pins of large-responsibility chains. These pins are used to keep the rollers in area. Nevertheless, these pin chains can reduce the electrical power rating of roller chains by up to twenty%.
The ANSI 29.1 Metal Chain Specification specifies a bare minimum pitch in inches and supreme strength of twelve,five hundred x pitch in inches. At the identical time, the O-ring chain tremendously decreases use thanks to its lubricating result. O-ring and X-ring chains contain a lubricant injected by vacuum when riveting the chain together. Transmission chains are analyzed and governed by expectations bodies these kinds of as ANSI. In 2011, the American Culture of Mechanical Engineers designed a standard for precision power transmission chains.
Roller chain tensile power
1 of the most important indicators of roller chain power is tensile strength. This measurement refers to the quantity of load the chain can withstand before breaking. One more evaluate, referred to as exhaustion strength, refers to the maximum load a chain can endure just before it breaks. The strength of a roller chain relies upon on its measurement, the good quality of the steel employed in its design, and the warmth therapy. There are also variations in the types of shot peening utilised to handle steel, pitch holes, and url plates.
When choosing a roller chain, the workload is critical. This is the greatest load the chain can withstand before exhaustion failure happens. This measurement is essential due to the fact it aids establish the variety of load used to the chain. When deciding which roller chain to purchase, be positive to think about the mechanical variety and desired power. Then, make confident it meets toughness and load-carrying potential needs.
The supreme tensile power of a roller chain is based on the manufacturer’s advised optimum tensile strength. Even so, the actual tensile strength might be higher or reduced than this benefit. The working load limit of a roller chain can also be calculated by multiplying the chain diameter by the grade. The working load restrict of a chain is the greatest pressure it can withstand before breaking. This value is normally expressed in factors.
The greatest tensile energy of roller chains may differ by chain sort. The solitary-strand hefty chain has thick side plates for greater shock hundreds. Solitary strand weighty-duty roller chains, also known as “bushing” roller chains, are also offered. Double-stranded hefty chains are structurally similar, but they have two layers of metal related by pins that are almost twice as strong as standard roller chains.
The tensile strength of a single-strand roller chain is about five hundred tons. In comparison, a single-chain blockchain has a tensile power of 900. The tensile strength of the two is equivalent, and it is not advised to pick one particular or the other. Though steel and titanium chains are regarded the strongest supplies for roller chains, these materials are not magnetic.
